
K
Khách
Hãy nhập câu hỏi của bạn vào đây, nếu là tài khoản VIP, bạn sẽ được ưu tiên trả lời.
Các câu hỏi dưới đây có thể giống với câu hỏi trên
31 tháng 5 2019
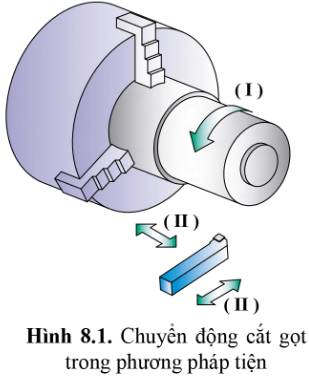
- Chuyển động cắt: Quay tròn phôi tạo ra tốc độ cắt.
- Chuyển động tiến dao:
+ Chuyển động tiến dao ngang thức hiện nhờ bàn dao ngang 6 để cắt đứt phôi hoặc gia công mặt đầu.
+ Chuyển động tiến gdao dọc được thực hiện nhờ bàn dao dọc trên 4 hoặc bàn xe dao 7 để gia công theo chiều dài chi tiết.
+ Chuyển động tiến dao phối hợp: Phối hợp hai chuyển động tiến doa ngang và tiến dao dọc tạo thành chuyển động tiến dao chéo.
TQ
1
TQ
1
TQ
1
25 tháng 8 2018
- Có 3 mặt chính:
+ Mặt trước: Mặt tiếp xúc với phoi.
+ Mặt sau: Mặt đối diện với bề mặt đang gia công của phôi.
+ Mặt đáy: Mặt phẳng tì của dao trên đài gá dao.
- Có 3 góc chính:
+ Góc trước y: Góc tạo bởi mặt trước của dao với mặt phẳng song song với mặt phẳng đáy.
+ Góc sau α: Góc hơp bởi mặt sau với tiếp tuyến của phôi đi qua mũi dao.
+ Góc sắc β: Góc hợp bởi mặt trước và mặt sau của dao.
ML
1
QT
Quoc Tran Anh Le
Giáo viên
23 tháng 8 2023
*Phương pháp tiện
- Tiện là phương pháp gia công cắt gọt mà quá trình bóc tách vật liệu trên phôi được thực hiện nhờ sự phối hợp giữa chuyển động quay tròn (I) của phối với chuyển động tịnh tiến (II) của dụng cụ cắt
- Có thời gian gia công ngắn, dễ thao tác và độ chính xác gia công cao. Tuy nhiên, phương pháp tiện cũng có hạn chế là quá trình mòn của dụng cụ cắt diễn ra nhanh, khả năng tiết kiệm vật liệu thấp, khả năng tạo hình bị hạn chế,....
- Thiết bị và dụng cụ cắt thường sử dụng là máy tiện và dao tiện.
- Một số dạng bề mặt có thể được tạo hình bằng phương pháp tiện: mặ đầu, mặt trụ, mặt côn, mặt ren, mặt tròn xoay,...
*Phương pháp phay
- Quá trình bóc tách vật liệu trên phôi của phương pháp phay được thực hiện nhờ sự phối hợp giữa chuyển động quay tròn (I) của dụng cụ cắt với chuyển động tịnh tiến (II) của phối. Tuy nhiên, khác với phương pháp tiện, dụng cụ cắt sẽ chuyển động tròn, còn phôi được gá chặt trên bàn máy và dịch chuyển tịnh tiến theo bàn máy.
- Thiết bị và dụng cụ cắt thường sử dụng là máy phay và dao phay.
- Dao phay thường có nhiều lưỡi cắt trên một dao (hỉnh 8.8) nên lưỡi cắt bị mòn ít hơn, tuổi thọ của dao phay cao hơn so với dao tiện. Phương pháp phay cũng tồn tại một số hạn chế như: năng suất thấp, tạo rung động mạnh, khó gia công chi tiết mỏng....
- Một số dạng bề mặt có thể tạo hình được bằng phương pháp phay: Mặt phẳng, rãnh mang cá, rãnh thang bán nguyệt, rãnh phay,...
*Phương pháp khoan
- Khoan là phương pháp gia công cắt gọt được sử dụng để gia công lỗ trên các sản phẩm. Quá trình bóc tách vật liệu của phương pháp khoan thường được thực hiện nhờ sự phối hợp giữa chuyển động quay tròn (1) với chuyển động tịnh tiến (II). Thông thường, cả hai chuyển động đều là chuyển động của mũi khoan còn phôi sẽ đứng yên.
- Các lỗ khoan có chất lượng bề mặt gia công thấp nên phương pháp khoan thưởng sử dụng để gia công các sản phẩm có yêu cầu kĩ thuật không cao hoặc sử dụng để gia công phá. Ưu điểm của phương pháp khoan là năng suất cao và gia công được lỗ trên phôi đặc mà các phương pháp gia công cắt gọt khác bị hạn chế.
- Phương pháp khoan có thể thực hiện trên nhiều máy công cụ như: máy khoan, máy tiện, máy phay.... với dụng cụ cắt là các mũi khoan.
- Khoan thường được sử dụng để gia công lỗ thông suốt hoặc không thông suốt trên sản phẩm.
NV
Nguyễn Việt Dũng
CTVVIP
7 tháng 8 2023
Tham khảo:
Các nhà máy đã chuyển đổi một số quy trình sản xuất đơn giản sử dụng tay chân sang máy móc tự động. Công nghiệp 4.0 có thể tạo các nhà máy thông minh, làm việc với nhau thông qua internet giúp cải thiện năng suất, kiểm soát và quản lý công việc tốt hơn.
QT
Quoc Tran Anh Le
Giáo viên
23 tháng 8 2023
a) Thiếu thiết bị bảo hộ cho người lao động.
b) Máy móc thiếu thiết bị bảo hiểm.
c) Máy móc không đảm bảo cách điện
- Chuyển động cắt: Quay tròn phôi tạo ra tốc độ cắt.
- Chuyển động tiến dao:
+ Chuyển động tiến dao ngang thức hiện nhờ bàn dao ngang 6 để cắt đứt phôi hoặc gia công mặt đầu.
+ Chuyển động tiến gdao dọc được thực hiện nhờ bàn dao dọc trên 4 hoặc bàn xe dao 7 để gia công theo chiều dài chi tiết.
+ Chuyển động tiến dao phối hợp: Phối hợp hai chuyển động tiến doa ngang và tiến dao dọc tạo thành chuyển động tiến dao chéo.